Press Release 06/2017 – BESSEY Expert advice on hand tin snips
Tips and tricks for incisive success
Hand tin snips have become an indispensable part of the daily working life of plumbers, building fitters, roofers or drywall builders. They are always used when thin sheet metals, sheet metal profiles or soft metals need to be cut – and this several times a day. BESSEY is a specialist in the field of manual cutting tools with the well known Erdi hand tin snips brand. Below, we provide some tips on what to consider when choosing the right sheet metal snips and how to best use them.
Quality is our highest priority!
To constantly achieve optimum results even at high loads, the quality of raw materials and processing is of primary concern. At first glance should confirm that all forged snip parts, especially in the cutting area, are free of burrs or, that no remaining plastic protrusions are visible on the handles. Cleanly ground cutting blades also speak for a high-quality product as they leave burr-free cuts and support smooth cutting. Also, as an indication for a high-quality sheet metal snip, the manufacturer label must be clearly visible. When choosing a snip it should be done in context of the material being cut and the frequency of use. ‘What’ is being cut is very relevant in snip selection as various qualities of steel can be selected for a snip’s construction. Within the Erdi range there are choices of standard quality steel, high quality steel, special high quality steel, HSS and HSS-TiN. As an example, the cutting of stainless steel sheet metal presents a special challenge and, the use of high-performance snips with inserted HSS blades is a good investment because they will have the greatest life expectancy with good cutting performance. In the HSS-TiN version, the cutter head is also coated with an extremely hard titanium nitride that reduces wear and tear further. This results in an even longer product life expectancy even with hard materials. Standard tin snips are considered to be very durable as the blade and handle are forged in one piece. The force they require for cutting is determined by the ratio of blade length to grip length. Less force is required for cutting if leverage snips are used. They consist of a snip head and a handle. Both parts have hinged joints, producing additional leverage, which reduces the effort by approx. 25 percent. The task is decisive!
As in other tool areas as well, hand tin snips should be chosen according to the application requirements. For example, straight cutting snips are made for continuous cutting through
To constantly achieve optimum results even at high loads, the quality of raw materials and processing is of primary concern. At first glance should confirm that all forged snip parts, especially in the cutting area, are free of burrs or, that no remaining plastic protrusions are visible on the handles. Cleanly ground cutting blades also speak for a high-quality product as they leave burr-free cuts and support smooth cutting. Also, as an indication for a high-quality sheet metal snip, the manufacturer label must be clearly visible. When choosing a snip it should be done in context of the material being cut and the frequency of use. ‘What’ is being cut is very relevant in snip selection as various qualities of steel can be selected for a snip’s construction. Within the Erdi range there are choices of standard quality steel, high quality steel, special high quality steel, HSS and HSS-TiN. As an example, the cutting of stainless steel sheet metal presents a special challenge and, the use of high-performance snips with inserted HSS blades is a good investment because they will have the greatest life expectancy with good cutting performance. In the HSS-TiN version, the cutter head is also coated with an extremely hard titanium nitride that reduces wear and tear further. This results in an even longer product life expectancy even with hard materials. Standard tin snips are considered to be very durable as the blade and handle are forged in one piece. The force they require for cutting is determined by the ratio of blade length to grip length. Less force is required for cutting if leverage snips are used. They consist of a snip head and a handle. Both parts have hinged joints, producing additional leverage, which reduces the effort by approx. 25 percent. The task is decisive!
As in other tool areas as well, hand tin snips should be chosen according to the application requirements. For example, straight cutting snips are made for continuous cutting through
sheet metal or notching. They are used when metal sheets are severed in the middle or near the edges. Outline cutting snips are best suited for fine, narrow radius cuts near the edges of the metal sheet. Their cutting edge shape allows extremely tight radii or the cutting of figures. Shape and straight cutting snips are the general purpose hand tin snips. They are suitable for end-to-end cuts through the sheet metal, as well as for large and small contours or radii.
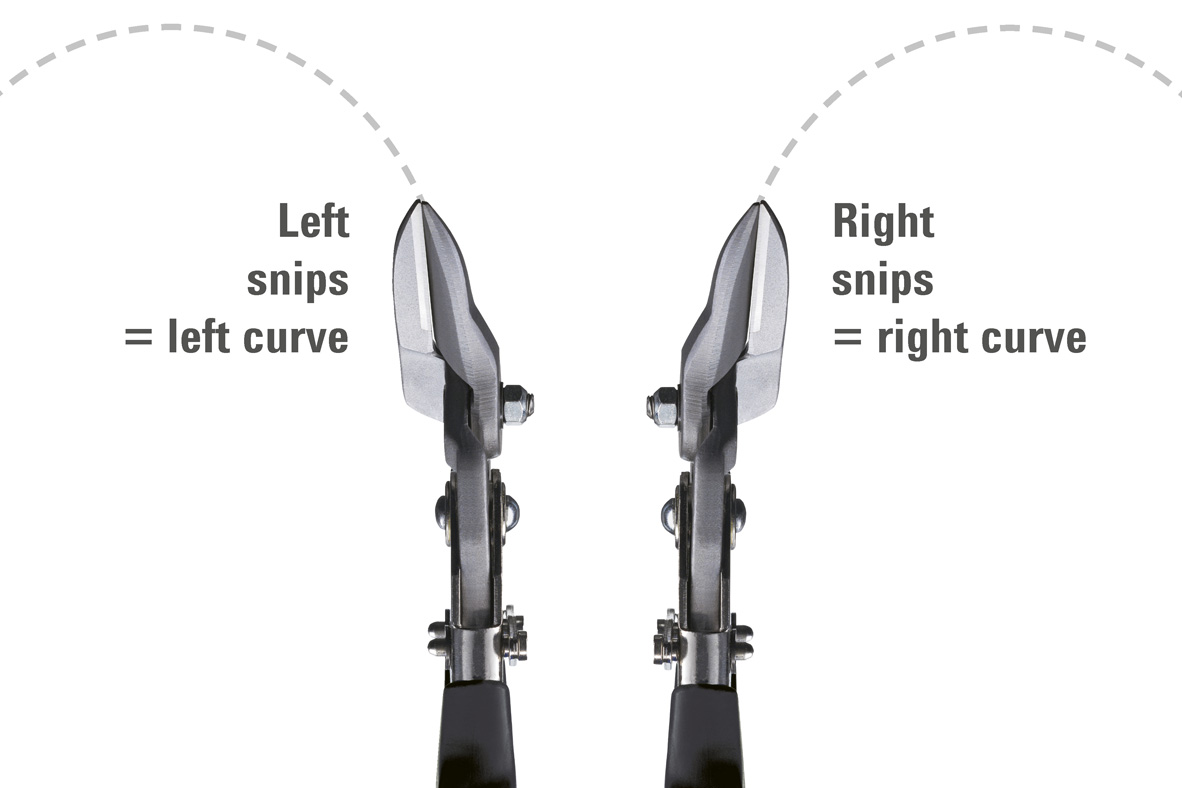
Each of these types of snips are available as right or left cutting models. A common misconception is that left cutting snips are suitable for left-handers. This is not the case! The designation only specifies the direction in which the radial cuts are made. The radius of left cutting snips runs from right to left. Conversely, the right cutting snips cut arcs from left to right.
Correct handling is what matters!
Not only the quality of the snips influences the result. The correct handling of the tool also matters: The metal sheet must be laid flat on the level jaw surface of the snips. Only in this way an optimum cutting pattern can be achieved by virtue of the cutting radii. It will warp if it is not flat on the jaw. Greater effort and shorter product life expectancy are the consequence of incorrect use. For cutting, the snip jaws should be opened wide and the sheet metal pushed as far as possible into the jaws of the snips. The snips should not be completely closed when cutting: After about ¾ of the cutting length, open and close the snips again. Only in this way can a burr-free cut be made. If the snips are completely closed, small transverse tears occur with each cut at the end of the cut. It is also important that hand tin snips are only used for cutting thin sheet metals made from soft metals and steel. They are not suitable for separating round and rectangular metal shapes such as wire. This would lead to blade breakage. The blades must have what it takes!
If the manual force is not sufficient for cutting the sheet metal, there could be two reasons for this. Either the blades are just dull, or the metal sheet may be too thick. When using hand tin snips, it is important to note that one should only cut sheet metals up to a thickness of 1.2 to 1.9 mm. This will vary depending on the type of sheet metal, however, as well as the quality of steel.
Not only the quality of the snips influences the result. The correct handling of the tool also matters: The metal sheet must be laid flat on the level jaw surface of the snips. Only in this way an optimum cutting pattern can be achieved by virtue of the cutting radii. It will warp if it is not flat on the jaw. Greater effort and shorter product life expectancy are the consequence of incorrect use. For cutting, the snip jaws should be opened wide and the sheet metal pushed as far as possible into the jaws of the snips. The snips should not be completely closed when cutting: After about ¾ of the cutting length, open and close the snips again. Only in this way can a burr-free cut be made. If the snips are completely closed, small transverse tears occur with each cut at the end of the cut. It is also important that hand tin snips are only used for cutting thin sheet metals made from soft metals and steel. They are not suitable for separating round and rectangular metal shapes such as wire. This would lead to blade breakage. The blades must have what it takes!
If the manual force is not sufficient for cutting the sheet metal, there could be two reasons for this. Either the blades are just dull, or the metal sheet may be too thick. When using hand tin snips, it is important to note that one should only cut sheet metals up to a thickness of 1.2 to 1.9 mm. This will vary depending on the type of sheet metal, however, as well as the quality of steel.